Höchste Dichtheit, kleinste Leckraten bei gasgelagerten Turbo Kompressoren für Edelgase
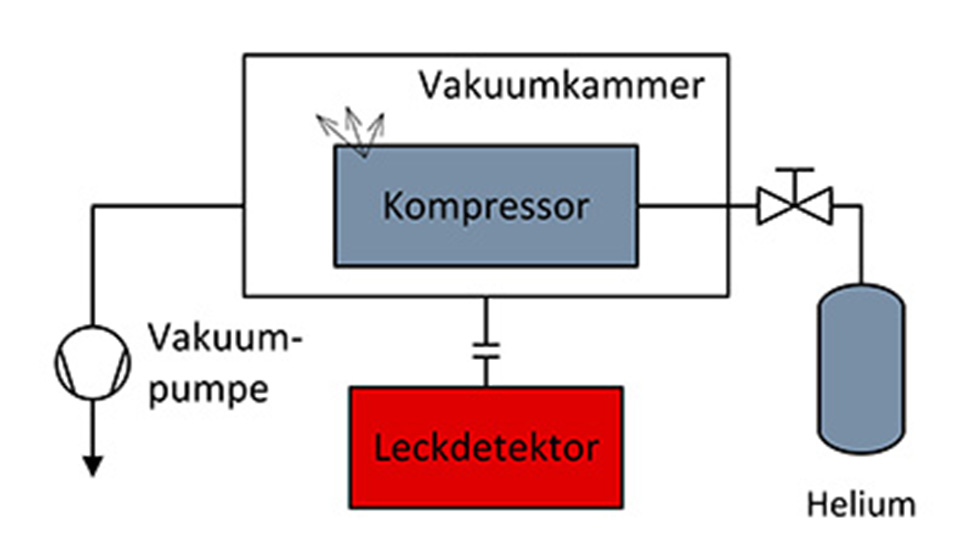
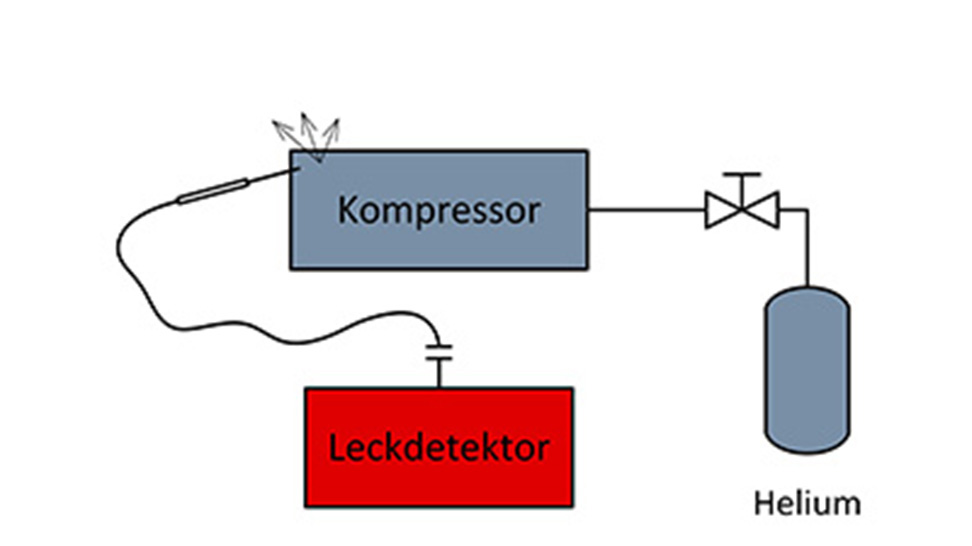
Zahlreiche Kompressor-Anwendungen stellen besondere Anforderungen an die Dichtheit von Turbo Kompressoren. Die Gründe sind vielfältig und zielen darauf ab, mögliche Gesundheits-, Umwelt-, Brand-, Störungs- und Kosten-Risiken zu minimieren und zu verhindern. Dabei stellt sich immer die Frage nach dem Grad der notwendigen Dichtheit – denn auch gedichtete Systeme, zum Beispiel mittels O-Ringen, sind nie 100%ig dicht. Die Dichtheit der Turbo Kompressoren wird mittels der Leckagerate messtechnisch ermittelt.