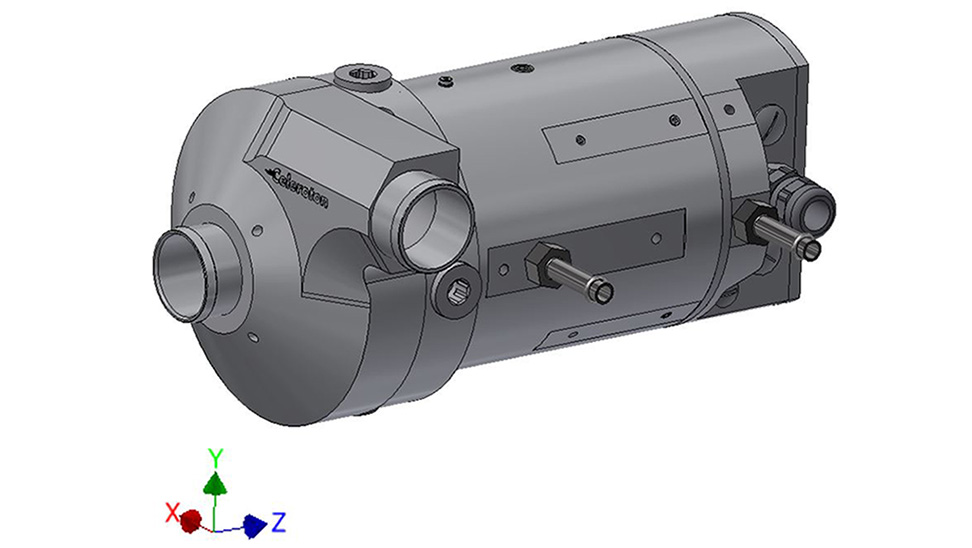
Vibrationstest mit dem CT-2X Turbo Kompressor mit Luftlagern für mobile Brennstoffzellenanwendungen
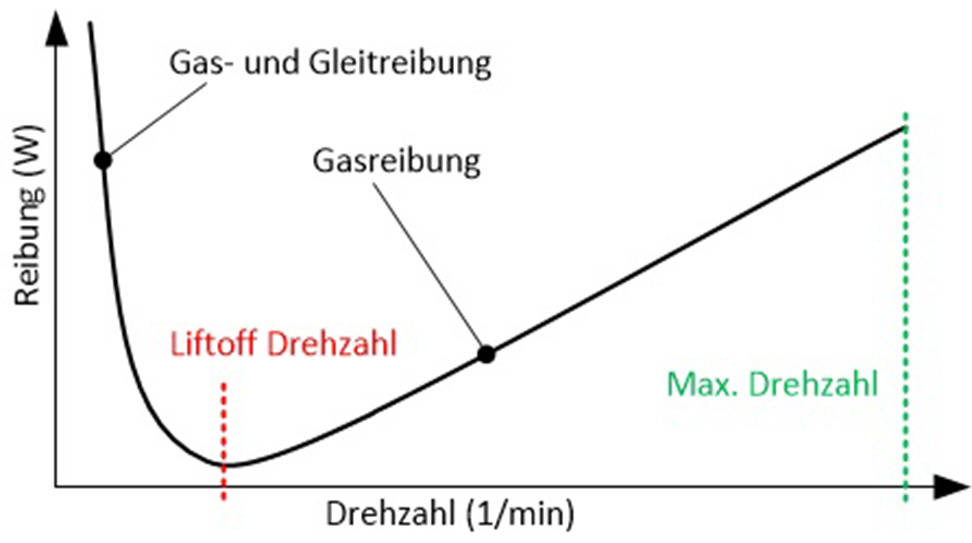
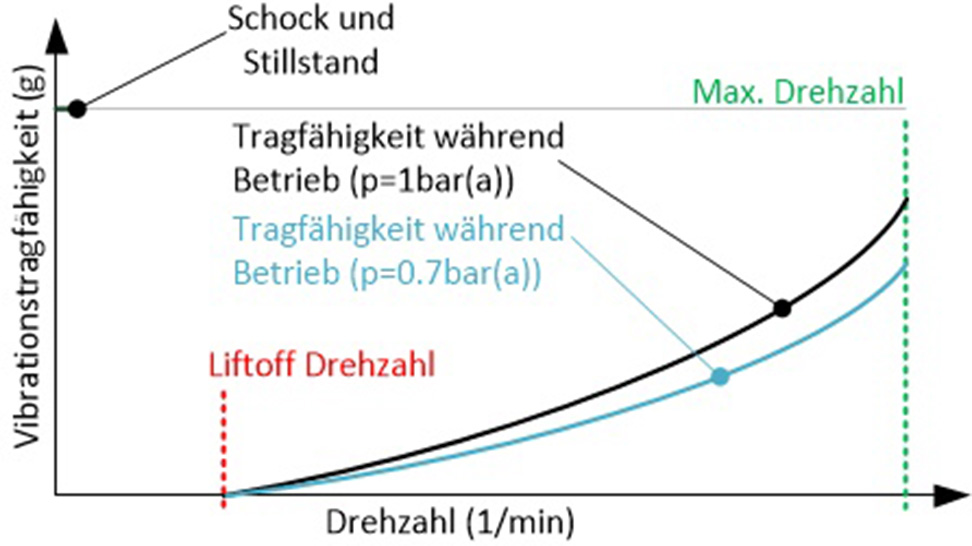
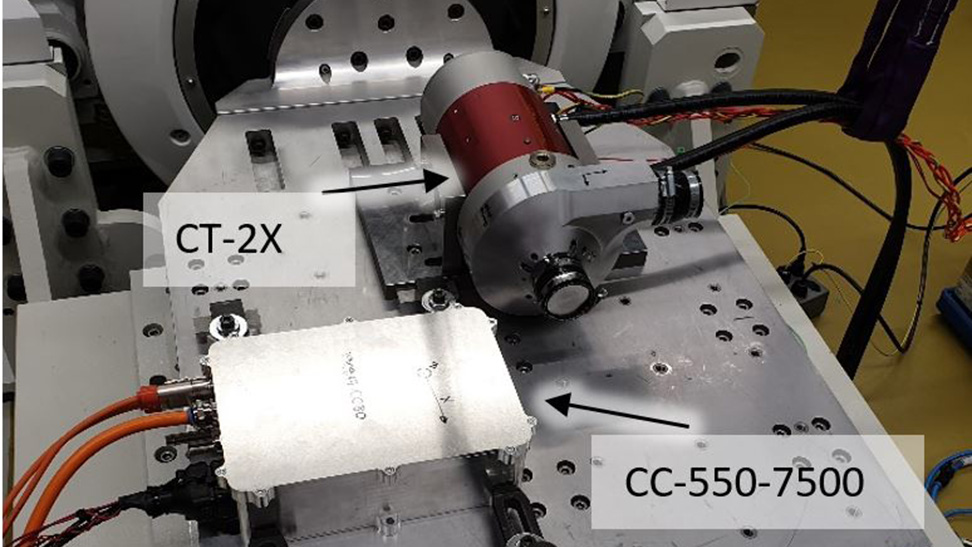
Turbo Kompressoren für Brennstoffzellensysteme müssen den Vibrations- und Lebensdaueranforderungen mobiler Brennstoffzellenanwendungen wie zum Beispiel Strassenfahrzeugen gerecht werden. Bei wälzgelagerten Kompressoren beeinflussen Vibrationsniveaus normalerweise den Verschleiss des Lagers und damit die Lebensdauer. Dies ist bei gasgelagerten Kompressoren, wie zum Beispiel der CT-2X-Baureihe anders: Die Frequenzen und Amplituden der Vibration definieren, in wieweit der gasgelagerte Kompressor in seiner Lebensdauer beeinträchtigt wird. Daher ist es erforderlich, den Kompressor auf einem Prüfstand auf die spezifizierten Anforderungen hin zu testen, um die Integrität nachzuweisen.