Highest level of tightness, lowest leakage rates of turbocompressors with gas bearings for noble gas processing
Compressor applications frequently require a high demand for tightness performance of the turbo compressor. For many reasons this feature is important to minimize and avoid risks of health, environment, fire, failure and cost. Since 100% system tightness – even using O-rings is unfeasible, the method to achieve the required minimal system tightness level is crucial. In general, the tightness of turbo compressors is determined through the measurement of the leakage rate.
Herein the term «leak» is defined as an opening in the wall of an object enabling gas flow from one side to the other side of the wall. The opening can be a hole, a pore, or any other defect enabling permeation of media through the wall under the influence of any pressure- or concentration-difference.
Celeroton has the ability to detect the leakage rates with two alternative methods:
- Integral tightness test including the measurement of leakage rate
- Local tightness test (with localization of leakage point)
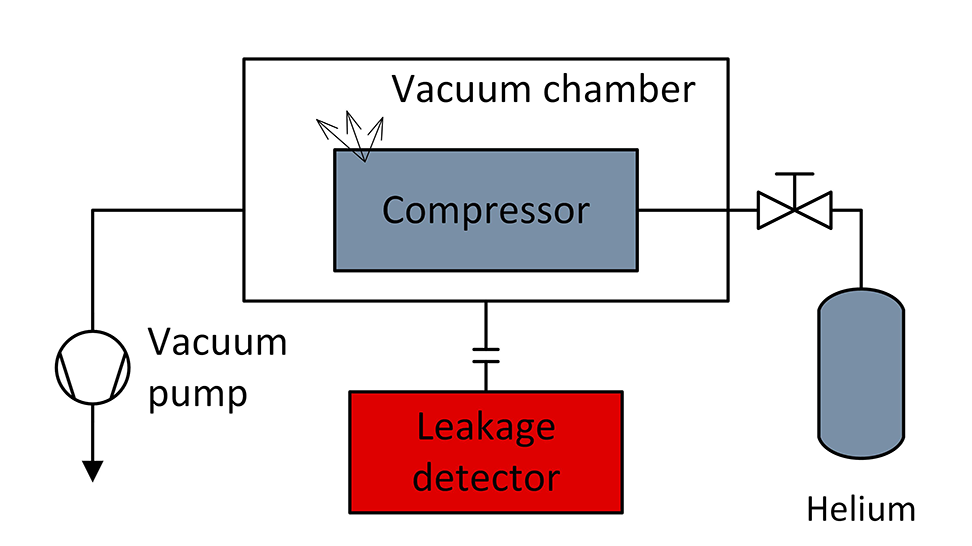
With both methods, Celeroton is applying a flow inside of the object creating an overpressure against the environment. Figure 1 shows the schematic of the integral tightness. This method is used to determine the total leakage rate (sum of all leakage points) under pressure and process conditions as real as possible.
In this test the compressor is placed in a vacuum chamber and connected to a helium bottle. Pressurized Helium is applied to the compressor. The pressure level is adjusted in accordance to the individual application and its requirements.
During the test a vacuum inside the vacuum chamber will be applied. The measurement of the total leakage rate is carried out using a certified leakage detector enabling e.g. the determination of a standard Helium leakage rate in acc. to DIN EN 1330-8.
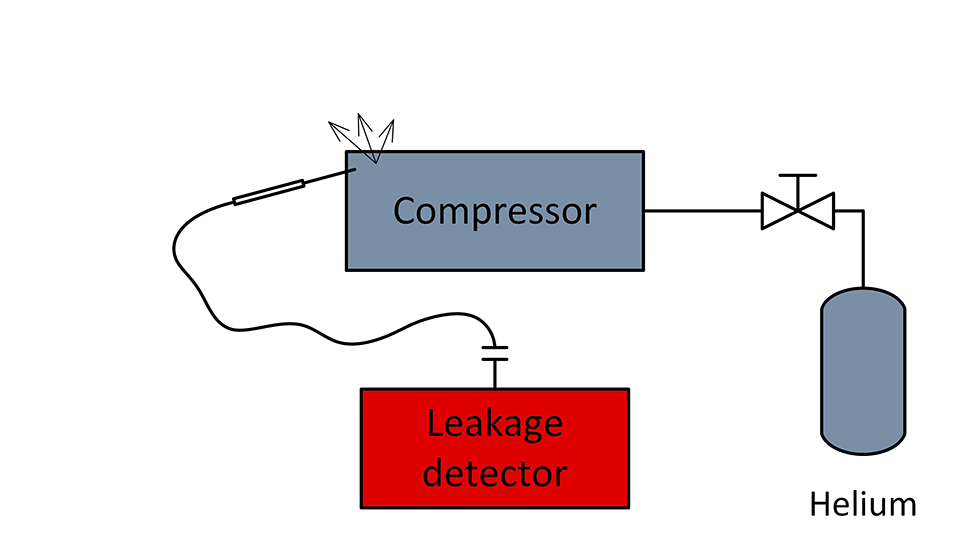
The local tightness test (also known as sniffer–test) enables the point of leak to be determined (Figure 2). With this method, overpressure is applied inside the compressor with a test–gas. The leak is sucked with a sniffing device which is connected to a leakage detector. The test gas concentration around the compressor is measured at different positions and enables the detection of the point of leakage.
Helium is classically used as test gas showing following advantages:
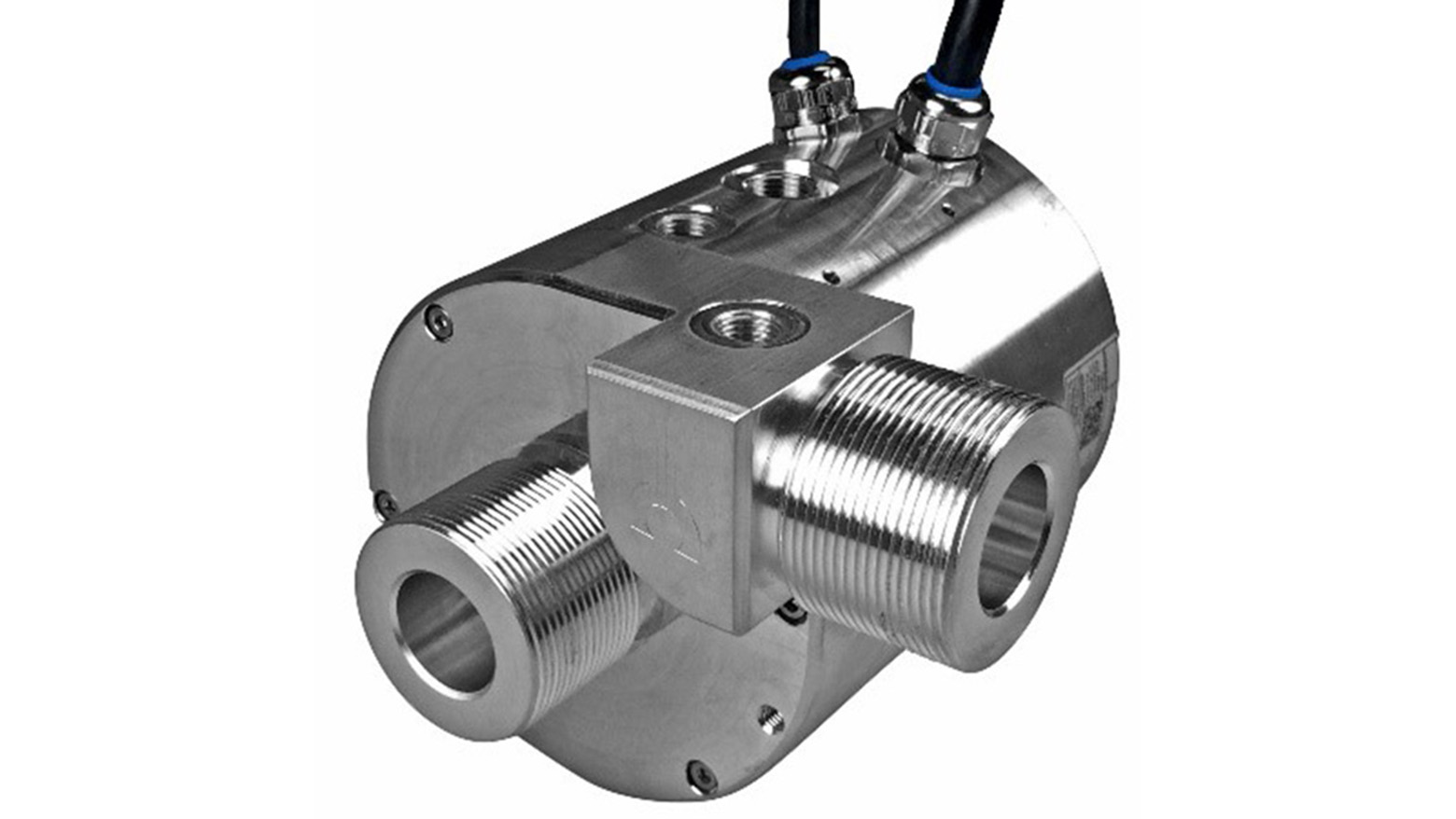
The test methods described above are used at Celeroton for quality checks of compressors for noble gases. An example of such a compressor with dimensions 125 x 185 x 160 mm for Helium-recirculation is shown in Figure 3.
Figure 3: Helium Compressor
Does your application also require a highly tight compressor for processing noble gases? In addition, are you interested in saving weight and size using Celeroton high-speed technology for the transport or recirculation of Argon, Xenon, Nitrogen, Helium or other noble gases? If so, please contact our sales department. We will be happy to receive your enquiry at moc.notorelec@ofni or your call on +41 44 250 52 20.