Multi-stage control and operation of miniaturized gas bearing turbo compressors in gas separation plants
For efficient production and for avoiding long transport distances, one of Celeroton’s customer, operates gas separation plants directly at its clients’ sites. These plants typically use turbo compressors with several 100 kW electrical power. To optimize these plants and to improve gas separation methods, pilot plants are operated in a laboratory environment. In these pilot plants, miniaturized turbo compressors with air bearings are needed in order to obtain comparable results to the large scale production plants. Two Celeroton turbo compressors with air bearings are connected in series to achieve the required pressure levels.
Industrial gas separation is based on mechanical or chemical principles. In this case, a mechanical method utilizing a special granulate with pressure swing adsorption (PSA) is used. The air is forced through this granulate where nitrogen is attracted more strongly than oxygen (feed side). The result is nitrogen depleted or oxygen enriched air with oxygen concentration of about 90%, which is sufficient for most applications. When the granulate reaches saturation, the adsorbed nitrogen is released by reversing the process, thus reducing the pressure in the granulate (vacuum side). The higher, respectively lower the pressure, the more nitrogen can be adsorbed or vice versa stripped from the granulate. Thus, not only one but two sets of Celeroton air bearing turbo compressors connected in series are used.
In the first project phase two ball bearing CT-17-700 turbo compressors were used in series for generating overpressure on the feed and vacuum on the vacuum side. During this initial phase, the technical feasibility of applying small scale turbo machinery in a lab environment has been proven. However, the service interval of ball bearing turbo compressors operated beyond 200,000 rpm was too short for long term testing. Despite of the limited operating time, several improvements on the process were tested and verified.
In a subsequent project, the feasibility of applying Celeroton air bearing turbo compressors to overcome lifetime limitations has been evaluated. The calculations showed that the existing air bearing turbo compressors, which have been designed for an inlet pressure range of 620 mbar up to 1.1 bar absolute pressure, could not be used in series without modifications. Especially with the inlet pressure at the second stage of the feed side at 1.7 bar absolute pressure, exceeding the allowed thrust load on the axial air bearing. Celeroton adapted the design of the air bearing turbo compressors to provide thrust compensation, allowing for higher inlet pressures. Figure 1 shows a schematic block diagram of the multi stage feed operation.
Figure 1: Two stage turbo compressor system (feed) – system overview.
Exhausting the air against ambient leads to a vacuum at the inlet of the compressor. In this case, the pressure ratio and actual volume flow at the inlet of the compressor stay the same as in the feed operation; however, with this pressure ratio the minimum inlet pressure is reverse calculated. To reach a lower vacuum, two stages (compressors) are applied in series. However, the thrust would reach too high values, especially in the first stage, which operates at lower pressure. This can be coped by the thrust compensation, introduced for the high inlet pressure, as well. Figure 2 shows a schematic block diagram of the multi stage vacuum operation.
Figure 2: Two stage turbo compressor system (vacuum) – system overview.
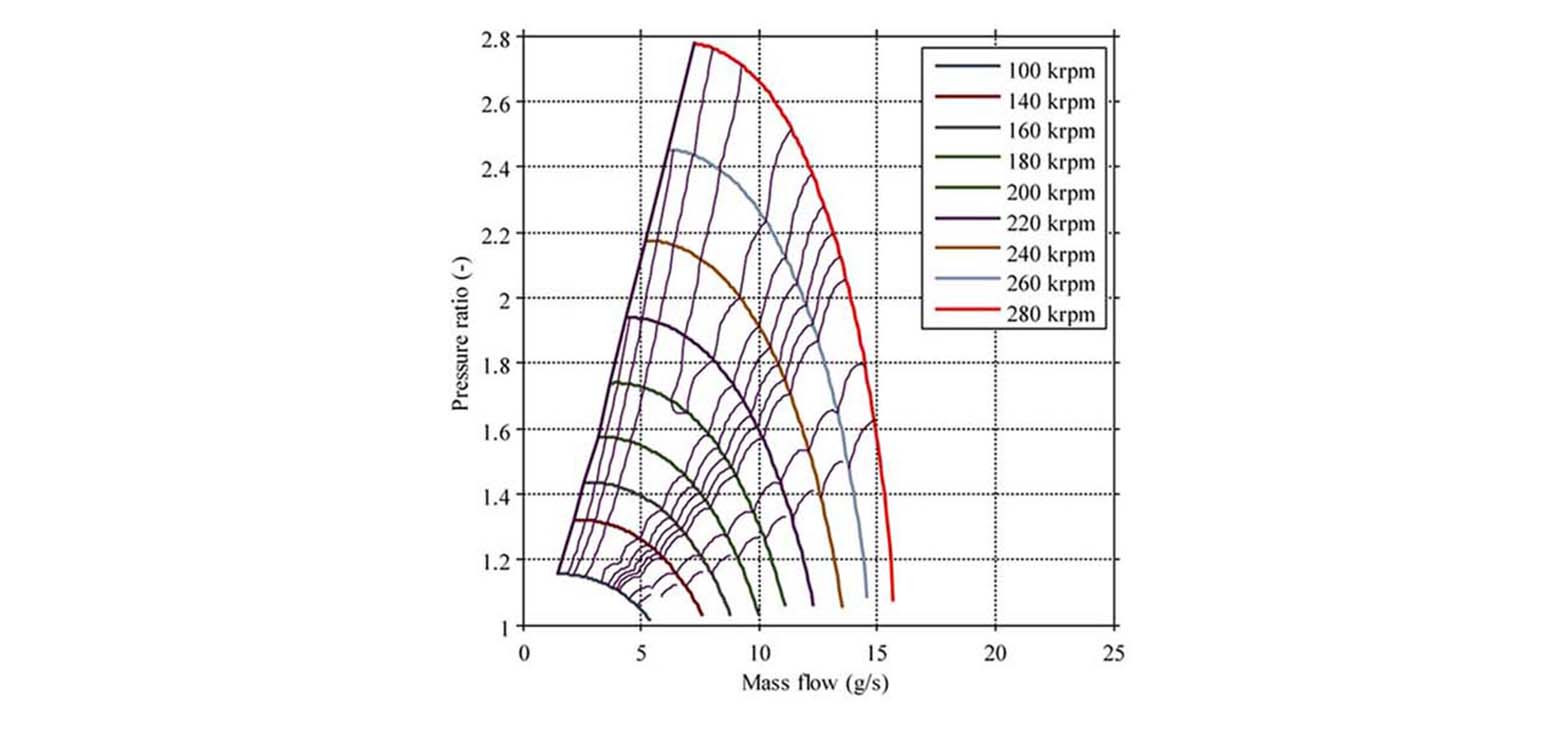
At this time, the air bearing turbo compressors were ready to use, but another problem had to be solved as two compressors in series affect each other. The most extreme situation for the compressors occurs when one compressor operates at rated speed and the other one is turned off. This worst case operating scenario would lead to operation in the prohibited, so-called surge or stall area (see Figure 3), resulting in permanent damage to the system. Celeroton’s converters, in this case the CC-230-3500, can be operated in master-slave mode. The customer only controls the master converter, and this converter then controls the slave converter. This ensures that both compressors operate e.g. at the same speed. In an unexpected incident, e.g. an emergency stop, no matter if introduced by the master or the slave, both compressors are stopped safely.
Figure 3: Compressor map with surge area.
“Using miniaturized air bearing turbo compressors from Celeroton offers our customer a great opportunity for testing different granulates and evaluating ideal amounts for cost and efficiency optimization as well as test different operating strategies,” says the lead development engineer of Celeroton. “The size of the lab plant allows comparably cheap and fast modifications while offering long-term testing in one setup.”
Similar approaches as described for this application with air can be realized in applications using rare gases, e.g. helium, xenon, neon, or also toxic gases in enrichment processes (to the article).