Vibration testing of the CT-2X air-bearing turbo compressor for mobile fuel cell applications
Turbo compressors have to cope with the vibration and lifetime requirements when used in mobile fuel cell applications, such as road vehicles. For ball-bearing compressors, vibration levels impact bearing wear and, therefore, the lifetime. However, this is different for gas bearing compressors, such as the CT-2X compressors: The vibration levels define whether there is any influence on the gas bearing compressor lifetime, if any at all. For this reason, it is necessary to validate the compressor on a test rig in order to verify the specified vibration requirements and to prove the functionality and lifetime impact.
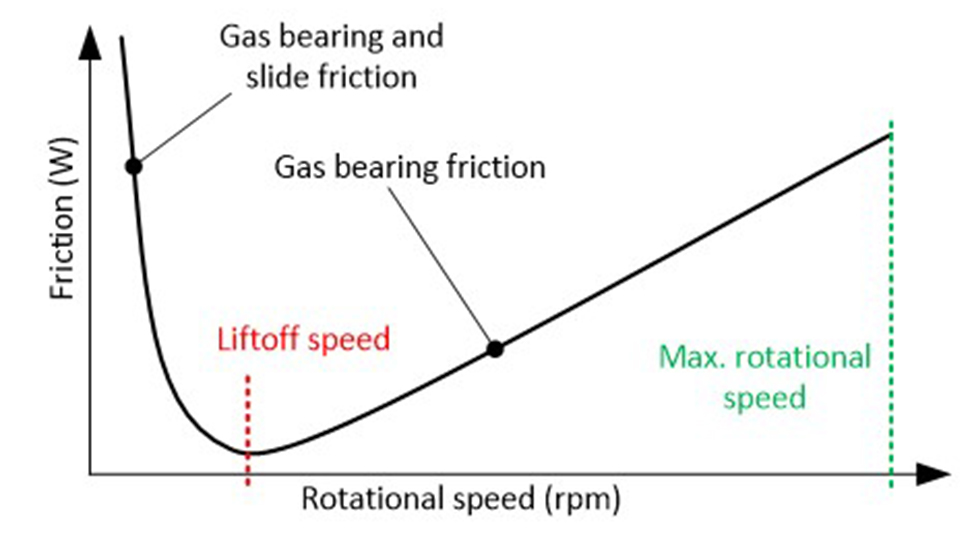
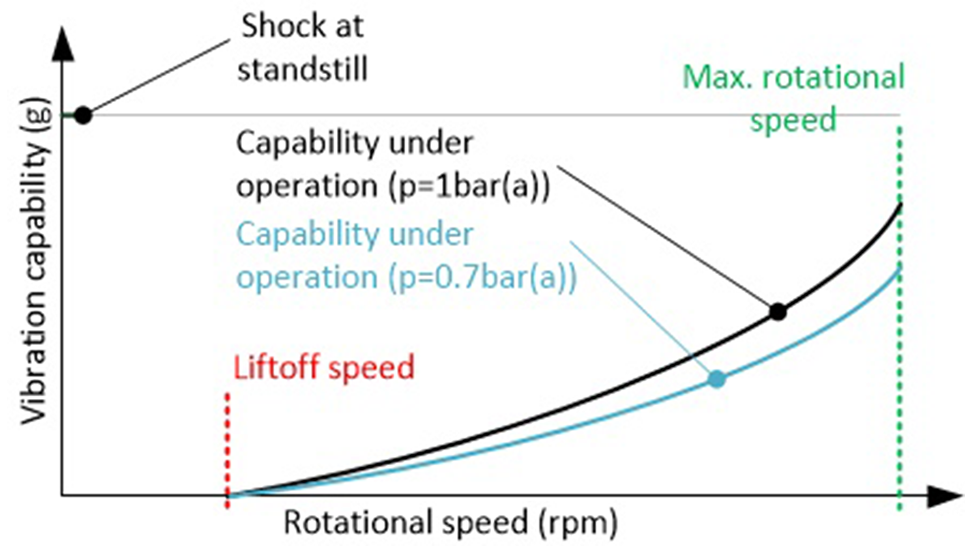
Celeroton uses dynamic gas bearings as the bearing technology. The air cushion, on which the rotor floats, is built up by the rotating rotor. More details on the gas bearing concepts can be found in the following article. Below the lift-off speed, there is slide friction. Above this speed, the air cushion built up by the rotation is now sufficient to carry the weight of the rotor. However, at the lift-off speed, any additional externally-excited acceleration will displace the rotor, such that it touches the stator and potentially leads to irreversible damage of the system. By increasing the speed, the bearing load capacity increases and the robustness with respect to externally applied acceleration also increases. Besides the speed, the load capacity depends also on the pressure applied to the bearing and the initial temperature. The pressure is almost equivalent to the ambient pressure, which varies with altitude in road vehicles. The temperature depends on whether it is starting from cold or is running in constant operation.
Vibration testing of gas bearing compressors is therefore important to verify the operation for the required vibration levels.
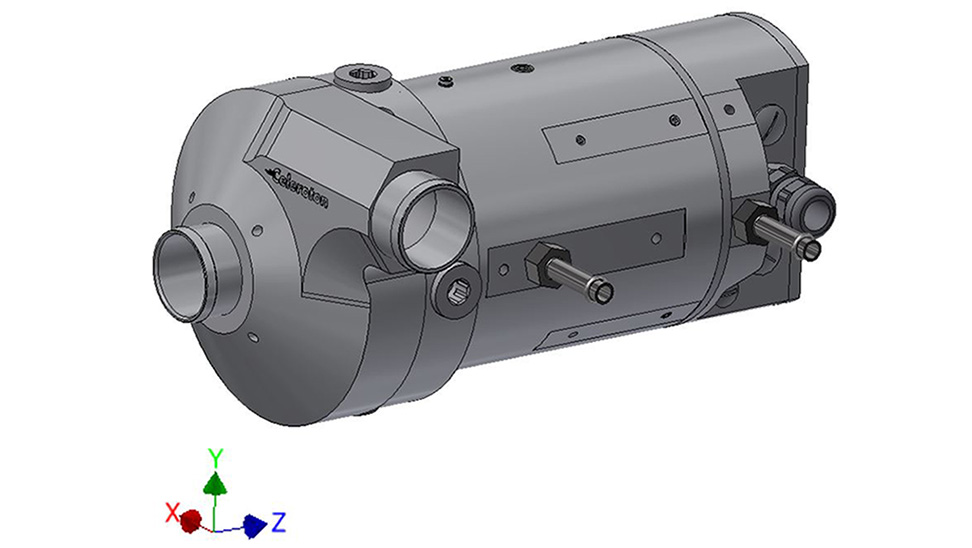
The following description focuses on the CT-2X compressors series and shows how vibration tests are performed. All tests are applied in x, y and z axis according to Figure 3.
Sweep Test
The sweep test is executed first. The goal of the sweep test is to identify the system resonant frequencies, which can occur due to the:
- Stiffness/damping of the rotor in gas bearings,
- Compressor main body within the dampers,
- Casing parts of the compressor.
Shock Test
When the sweep test shows no resonant frequencies in the area of concern, then the vibration testing continues with shock testing. The shock test is applied to simulate a limited number of single events such as pothole drive-throughs or crashes. Technically speaking, a shock test is a half sinusoidal acceleration with a defined duration (half the sinusoidal period) and amplitude. A typical duration in automotive is 11 milliseconds. During this time, a compressor rotating with 100 krpm makes 18 revolutions. This means for gas bearings, 11 milliseconds is an almost static load. During operation of the compressor the gas bearings should not touch down at all during such a shock, thus the number of shocks is not relevant for the gas bearing. Therefore, shocks can also be tested with full sinus accelerations with constant frequency and amplitude (as sweeps). However, for system-level parts (casing parts, screws, etc.) this is a harsher test.
A shock test specification example is in Table 1. The CT-2X compressors have successfully been validated according to these specifications.
| Specification | Value |
| Frequency | 50 Hz |
| Acceleration | 10 g |
| Number of peaks | 400 |
Table 1: Shock test specifications.
Random vibration test
The last test is a random vibration test, which is a standard lifetime vibration test of any device under test. It is targeted to check the mechanical stability of the screws, solder joints, etc. that could become loose, wear or breakoff with vibration. Random vibration tests are defined with a Power Spectral Density (PSD) profile. The maximum acceleration is usually three times the rms acceleration. In automotive, the test is usually defined in a range of 10 – 200 Hz, with rms accelerations in the range of 3 – 5g (~30 – 50 m/s2). There are different standards for PSD vibration testing. The specifications for the CT-2X vibration tests are based on the norm “ISO-16750-3 Test IV – Passenger car, sprung masses (vehicle body)”, which defines the requirements for components in the vehicle body. The test profile is summarized in Figure 5.
Figure 5: PSD vibration profile, which is part of the norm ISO-16750-3 Test IV – Passenger car, sprung masses (vehicle body).
After each test, the lift-off speed of the compressor rotor (see Figure 1) is verified. A change in lift off speed indicates a deviation or damage to the gas bearing. For Celeroton turbo compressors CT-25-10000.GB and CT-22-12000.GB no change in lift-off speed has been observed during and after shock and vibration testing. In addition, visual inspection of the compressors shows no loose screws or any other damage to the compressors, proving the robustness of our compressors for mobile applications.
«The validation of the CT-2X turbo compressors has been conducted within a project that has received funding from the European Union’s Horizon 2020 research and innovation programme under grant agreement No. 858504.»